Au tout début, Ou Rui Laser a résolu dix problèmes courants liés à la découpe au laser d’acier au carbone, problèmes qui se posent dans le processus de découpe au laser d’acier inoxydable.

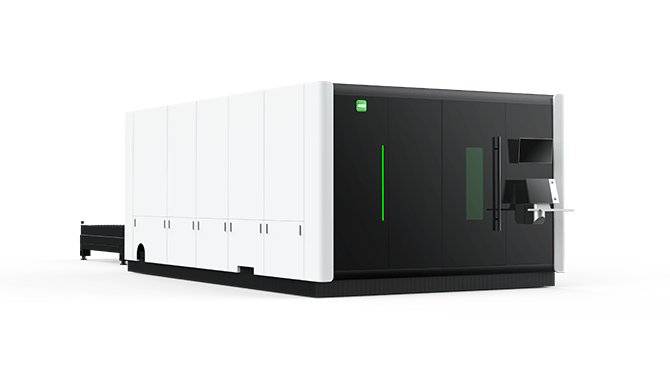
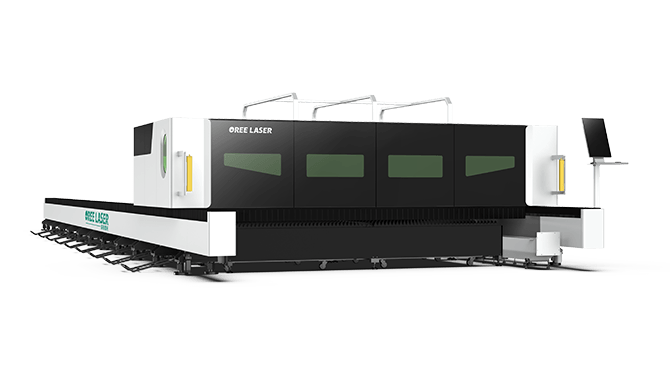
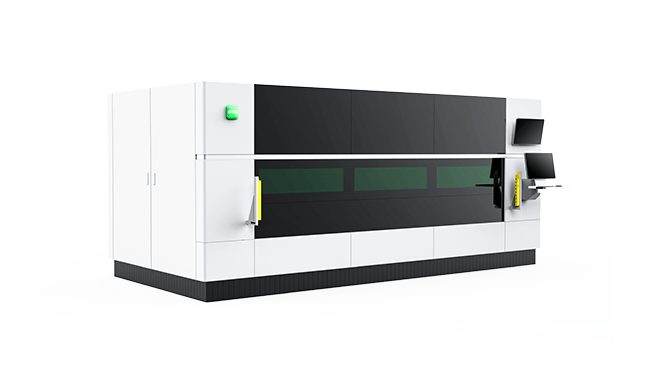
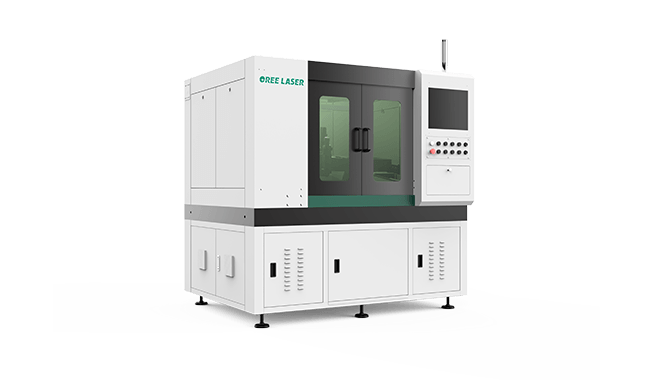
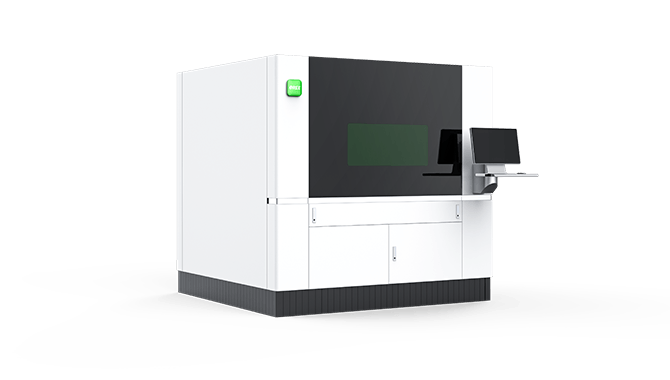
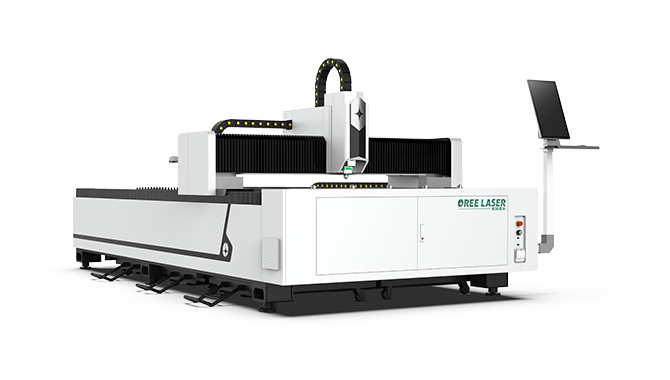
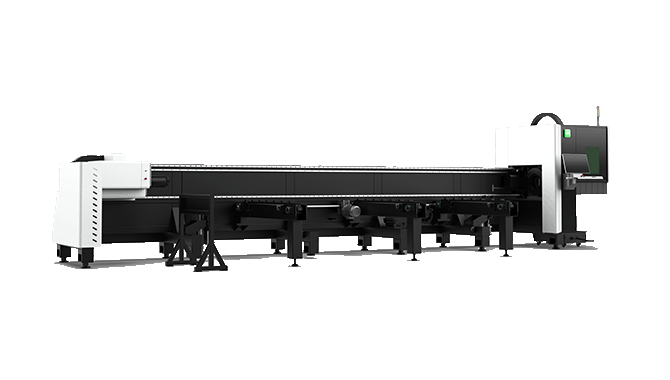
Tout d'abord, nous savons que l'acier inoxydable découpé au laser utilise l'énergie libérée par le faisceau laser pour illuminer la surface de la tôle d'acier afin de faire fondre et d'évaporer l'acier inoxydable. Pour la fabrication de tôles en acier inoxydable en tant que composant principal, la découpe au laser de l’acier inoxydable est une méthode de traitement rapide et efficace.
Si les paramètres du processus de découpe au laser sont strictement contrôlés pendant le traitement, la résistance à la corrosion de tels matériaux peut être maintenue. Les paramètres de processus les plus importants qui affectent la qualité de la coupe de l'acier inoxydable sont la vitesse de coupe, la puissance du laser et la pression atmosphérique. Les problèmes spécifiques et les méthodes de débogage sont les suivants:
Produire des petites bavures

Cause possible | La solution |
La mise au point est trop faible | mettre l'accent |
Le taux d'alimentation est trop élevé | réduire le taux d'alimentation |
Longues bavures irrégulières des deux côtés, décoloration de la surface de la planche

| Cause possible | La solution |
Le taux d'alimentation est trop faible | Augmenter le taux d'alimentation |
La mise au point est trop élevée | réduire la mise au point |
La pression d'air est trop basse | augmenter la pression |
Le matériau est trop chaud | matériel de refroidissement |
Produit de longues bavures irrégulières sur un seul côté du tranchant

| Cause possible | La solution |
La buse n'est pas centrée | Buse de centrage |
La mise au point est trop élevée | réduire la mise au point |
La pression d'air est trop basse | augmenter la pression |
La vitesse est trop faible | augmenter la vitesse |
Le matériau est déchargé d'en haut

| Cause possible | La solution |
La puissance est trop faible | Lorsque cela se produit, appuyez immédiatement sur le bouton de pause pour éviter que les scories ne tombent sur le miroir de focalisation, pour augmenter la puissance, pour réduire le débit d'alimentation et pour réduire la pression atmosphérique. |
Le débit d'alimentation est trop grand |
La pression d'air est trop élevée |
Que dois-je faire si le tranchant est jaune?
| Cause possible | La solution |
L'azote contient des impuretés d'oxygène | Utiliser de l'azote de haute qualité et de grande pureté |
Bienvenue dans notre usine de découpe laser -OREE LASER