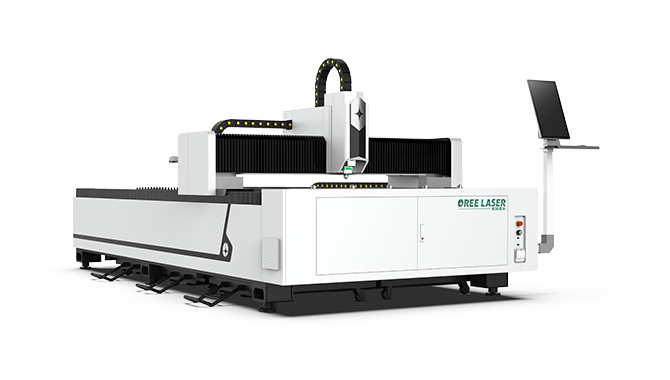
Avec la popularité de la technologie de découpe laser dans le secteur de la fabrication, la qualité de la découpe au laser est étroitement liée à la productivité et à l'efficacité de la majorité des clients qui utilisent des équipements. Dans le processus de découpe au laser, les facteurs qui influent sur les performances en termes de qualité de découpe sont la qualité du faisceau laser, la puissance du laser, la vitesse de découpe, l'épaisseur de la pièce, le type de matériau, etc.

La buse de la tête de coupe est installée à l'extrémité avant de la tête de coupe Oree pour aider à contrôler le gaz auxiliaire tout en protégeant la lentille de focalisation.Le matériau de coupe est maintenu à une distance stable de la buse pendant le processus de coupe afin d'éviter tout rebond des éclaboussures lors de la coupe.Le diamètre de la buse détermine la forme du flux d'air, la zone de diffusion du gaz et la vitesse du gaz pénétrant dans l'incision, affectant ainsi l'élimination de la matière fondue et la stabilité de la coupe.Plus le débit dans la fente est important, plus la vitesse est rapide et la pièce est dans la bonne position dans le flux d'air, plus il est possible de pulvériser pour éliminer la matière fondue.

Dans le même temps, il convient de prendre en compte l'épaisseur de la plaque et le diamètre de la buse a des effets différents sur les plaques d'épaisseur différente. Lors de la coupe de plaques épaisses de 3 mm ou plus, le diamètre de la buse est de 1,5 mm et l'effet de coupe est stable. Lors de la découpe de tôles minces, la buse d'un diamètre de 1 mm peut assurer une surface de coupe plus fine.

Dans le processus d’utilisation réelle, lorsque la buse et le faisceau laser ne sont pas coaxiaux, afin d’assurer une coupe efficace, en évitant le problème de largeur de fente excessive, de dommages de la buse, de fusion de la surface coupée, etc. coaxialement avec le faisceau laser.
Méthode spécifique:
Appliquez un adhésif blanc sur l'extrémité de la sortie de la buse, réglez la puissance de sortie du laser pour le poinçonnage, vérifiez si l'adhésif blanc est troué au centre et à l'emplacement de l'orifice central, réglez simultanément la vis de réglage sur la poignée de la cavité du miroir jusqu'à ce que le trou du laser sur l'adhésif blanc coïncide avec le centre de la buse, confirmant ainsi que le centre de la sortie du laser correspond au centre de la buse.
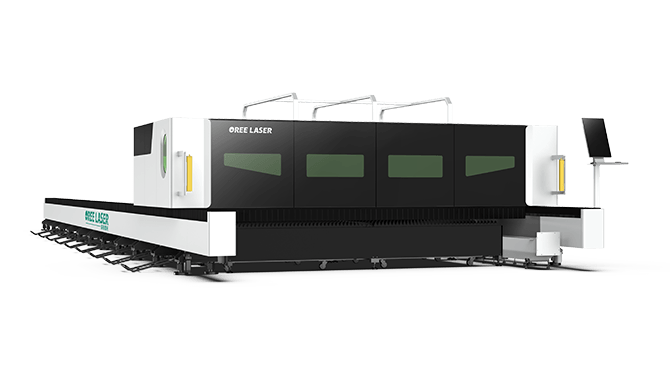
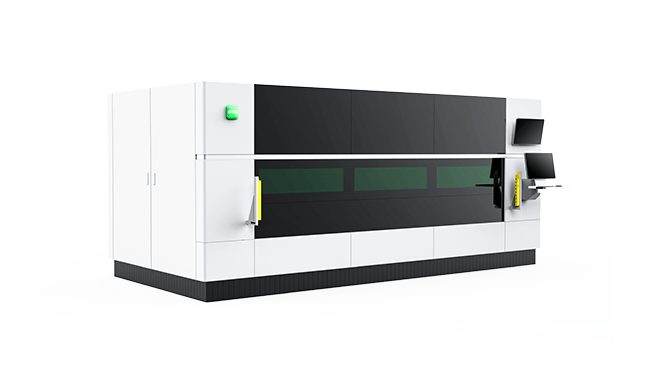
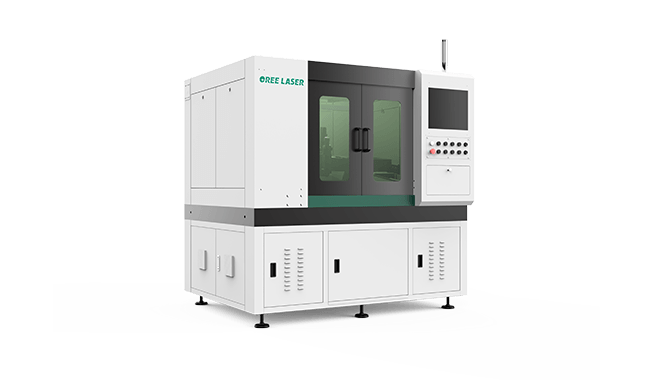
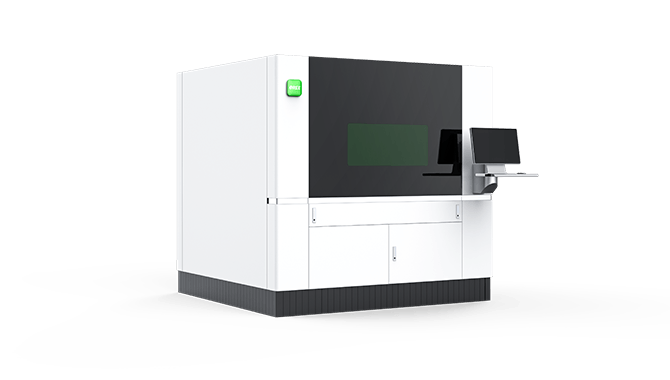
Bienvenue dans notre usine de découpe laser -OREE LASER