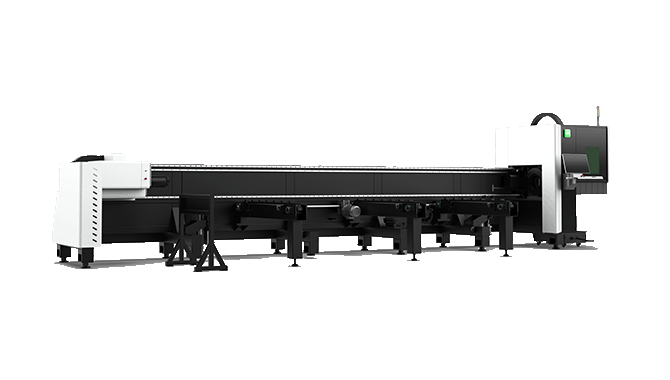
Les tubes métalliques sont largement utilisés dans la fabrication d’aéronefs, les machines d’ingénierie, l’industrie automobile, l’industrie pétrochimique, l’agriculture et les machines d’élevage et d’autres industries. En raison de différents scénarios d’application, les tuyaux en métal doivent être transformés en parties de différentes formes et tailles pour répondre aux besoins des différentes industries. Auparavant, nous avons mentionné que la technologie avancée de traitement au laser est particulièrement adapté pour le traitement de différentes pipes métalliques. De nos jours, le système de découpe laser de tube se développe vers une grande flexibilité et une automatisation élevée, et enfin il peut réaliser le mode de production de différents matériaux et de petits lots. Par conséquent, pour comprendre et briser la technologie clé du système de découpe au laser de tube, les fournisseurs d’équipement système peuvent avoir une perspective de développement plus large dans le domaine de la découpe de tuyaux en métal.

Guide de lumière mise au point système
la fonction du système de guidage de lumière est de diriger la sortie du faisceau du générateur laser à la tête de coupe de la trajectoire optique de focalisation. Pour les tubes coupés au laser, des fentes de haute qualité sont nécessaires pour concentrer le faisceau avec un petit diamètre de tache et une puissance élevée. Cela permet au générateur de laser d’effectuer des sorties de mode de faible ordre. Au cours de la machine de découpe laser est de coupe des tubes, afin d’obtenir un diamètre relativement petit faisceau de focalisation, le laser devrait être un petit ordre de mode transversal, de préférence un mode fondamental. La tête de coupe du dispositif de découpe laser est équipée d’une lentille de focalisation. Une fois que le faisceau laser est focalisé par la lentille, un petit spot ciblé peut être obtenu, de sorte que la coupe de tuyau de haute qualité peut être exécutée.
tête de coupe contrôle de trajectoire
dans la découpe de la canalisation, le tuyau à traiter appartient à la surface de l’espace, et la forme est relativement compliqué. Si la programmation est traitée par des méthodes conventionnelles, il y aura certaines difficultés, ce qui oblige l’opérateur à sélectionner la trajectoire d’usinage correcte et le point de référence approprié en fonction des exigences de traitement. Le système de contrôle numérique enregistre la condition d’alimentation de chaque axe et la valeur de coordonnées du point de référence, puis enregistre les valeurs de coordonnées du processus d’usinage à travers la ligne droite spatiale et la fonction d’interpolation circulaire du laser système de découpe et génère un programme d’usinage.

Contrôle automatique de la mise au point de la découpe au laser position
comment contrôler la position de mise au point de découpe au laser est un facteur important affectant la qualité de coupe. L’une des technologies clés pour la découpe au laser des tuyaux est la mesure constante de la mise au point par rapport à la surface de la pièce par des dispositifs de mesure et de contrôle automatiques. En intégrant le contrôle de la position de mise au point au laser avec l’axe linéaire (XYZ) du système de traitement laser, le mouvement de la tête de découpe laser est plus léger et plus souple, et la position de la mise au point peut être bien comprise, évitant la collision entre les la tête de coupe et les tuyaux de coupe ou d’autres objets pendant le traitement.
Influence des principaux paramètres du processus
1.Impact de puissance laser
Pour un générateur de laser de sortie d’onde continue, la quantité de puissance de laser a un effet important sur la découpe au laser. En théorie, plus la puissance laser de l’équipement de tuyauterie de découpe au laser, plus la vitesse de coupe, mais combinée avec les caractéristiques du tuyau lui-même, la puissance de coupe maximale n’est pas le meilleur choix. Lorsque la puissance de coupe est augmentée, le mode du laser lui-même change, ce qui affecte la mise au point du faisceau laser. Dans l’usinage réel, nous choisissons souvent d’atteindre la densité de puissance la plus élevée pour la mise au point à moins que la puissance maximale, assurant ainsi l’efficacité et la qualité de coupe de la découpe laser entière.
2.Impact de la vitesse de coupe
La découpe au laser du tuyau doit s’assurer que la vitesse de coupe est dans une certaine plage pour obtenir une meilleure qualité de coupe. Si la vitesse de coupe est lente, une chaleur excessive s’accumulera sur la surface du tuyau, la zone affectée par la chaleur deviendra plus grande, la fente deviendra plus large, et le matériau de fonte chaude déchargée causera la surface de la coupe, rendant la surface de la coupe rêche. Lorsque la vitesse de coupe est augmentée, la largeur de fente moyenne circonférentielle du tuyau devient plus petite, et plus le diamètre du tuyau de coupe est petit, plus l’effet est évident. Comme la vitesse de coupe est augmentée, le temps de l’action laser est raccourcie, l’énergie totale absorbée par le tuyau est réduite, la température à l’extrémité avant du tuyau est abaissée, et la largeur de la fente est réduite. Si la vitesse de coupe est trop rapide, le tuyau ne doit pas être coupé ou coupé en continu. Ce qui affecte la qualité de coupe globale.
3.Effet de la taille du tuyau
Lorsque le tube est découpé au laser, les caractéristiques du tube lui-même peuvent avoir une grande influence sur le traitement. Par exemple, la taille du diamètre du tuyau a un impact significatif sur la qualité de traitement. Grâce à la recherche sur les tubes en acier sans soudure à parois minces découpées au laser, il est constaté que l’équipement du tuyau de découpe laser continue d’augmenter le diamètre de la canalisation à condition que les paramètres du processus demeurent inchangés. La largeur augmentera également
4.Type et pression du gaz auxiliaire
Lors de la coupe non métallique et une partie de tuyaux métalliques, de l’air comprimé ou un gaz inerte comme l’azote peut être utilisé comme un gaz auxiliaire, et pour la plupart des tuyaux métalliques, un gaz réactif comme l’oxygène peut être utilisé. Après avoir déterminé le type de gaz d’assistance, il est également important de déterminer la pression du gaz d’assistance. Lors de la Coupe du tuyau avec une petite épaisseur de paroi à une vitesse plus élevée, la pression du gaz auxiliaire doit être augmentée pour empêcher le laitier d’apparaître dans la fente; Lorsque l’épaisseur de la paroi du tuyau de coupe est grande ou que la vitesse de coupe est lente, le gaz auxiliaire doit être réduit de façon appropriée. La pression est d’empêcher le tuyau d’être coupé ou Cut.
la position de la focalisation de faisceau est également importante lors de la découpe au laser du tube. Lors de la découpe, la position de mise au point est généralement à la surface du tuyau de coupe. Lorsque la mise au point est en bonne position, la fente est la plus petite, l’efficacité de coupe est la plus élevée, et l’effet de coupe est également le meilleur.
Bienvenue dans notre usine de découpe laser -OREE LASER