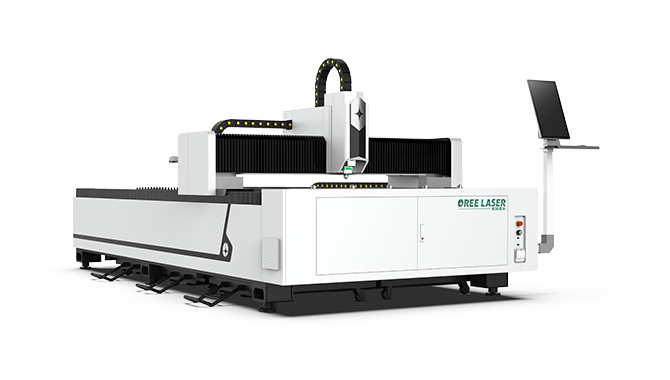
En tant que méthode de découpe de matériaux, le traitement au laser est de plus en plus accepté par les fabricants de tôles. La découpe au laser est devenue l'une des méthodes de traitement des métaux importantes des entreprises modernes. La découpe au laser consiste à utiliser un faisceau laser concentré à haute densité de puissance pour irradier la pièce à usiner afin que le matériau irradié fond, se vaporise, s'ablate ou atteigne le point d'allumage, et en même temps, le matériau fondu est soufflé par le flux d'air à grande vitesse coaxial avec le faisceau, réalisant ainsi la coupe de la pièce.
Problèmes courants lors de la découpe au laser de plaques métalliques moyennes et épaisses:
● Problème de perforation de plaque d'acier au carbone épais
Dans le traitement des plaques épaisses, le problème du temps de perforation représente une grande proportion. Divers fabricants de lasers ont développé leurs plans de perforation. La plus représentative est la perforation énergétique. L'avantage de cette méthode est sa vitesse rapide (1 seconde, en prenant t16mm comme exemple - le même ci-dessous), mais le défaut est qu'elle affecte le traitement des petites formes. L'énergie injectée pendant la perforation augmente la température de la feuille et affecte le processus de découpe global ultérieur. Cependant, si une petite impulsion de puissance est utilisée pour la perforation, le temps sera très long (12 secondes), entraînant une diminution de l'efficacité de coupe.
● Problème de qualité de surface de coupe
Lors de la coupe de plaques moyennes et lourdes, nous rencontrons souvent des problèmes de coupe transversale. La qualité de ces produits coupés est mise en doute. Il est également accompagné de scories collantes brûlantes et graves de sorte qu'il ne peut pas refléter la valeur des machines de traitement laser à prix élevé.
● La stabilité de l'ensemble du traitement de la carte
Lors du traitement de la totalité de la plaque d'acier, le phénomène d'un mauvais traitement local se produit souvent. Ce phénomène est parfois très aléatoire, même si la machine de traitement est en bon état.

Il existe les solutions suivantes aux problèmes ci-dessus:
● Perforation de pic: comme son nom l'indique, un laser à impulsion de pic élevé avec un faible rapport cyclique est utilisé, complété par une pulvérisation sans carburant sur la surface du matériau pour retirer les attaches sur le bord de l'ouverture. Contrôlez la fréquence raisonnable de l'impulsion pendant le refroidissement et le perçage.
● Pour l'acier au carbone, le facteur important pour changer la section de coupe est de contrôler l'apport de chaleur à la plaque et de réaliser la combustion de la pièce d'irradiation laser.
● La solution pour la stabilité du traitement: l'utilisation d'un chemin optique de longueur égale (avec une longueur égale du chemin de propagation de la lumière entre la source de lumière et la tête de traitement dans la plage de traitement) peut réduire la variation de profondeur de mise au point, conservant ainsi la spot et profondeur de champ identiques.
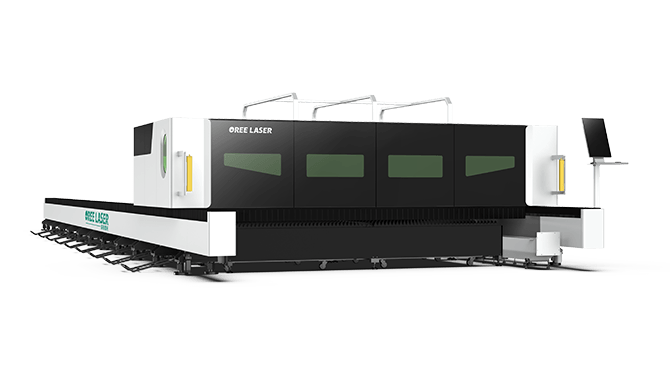
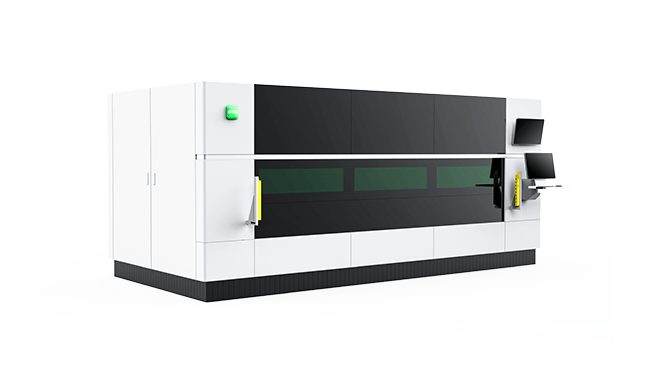
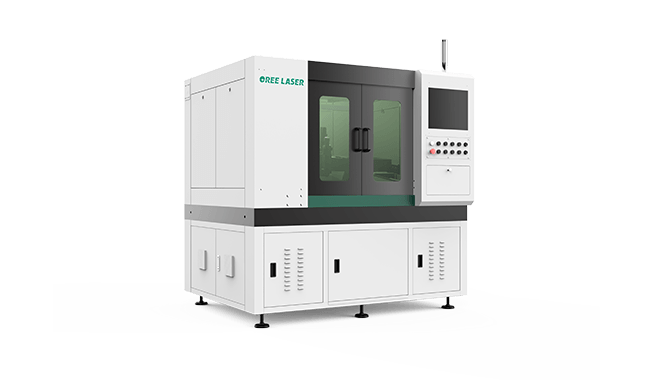
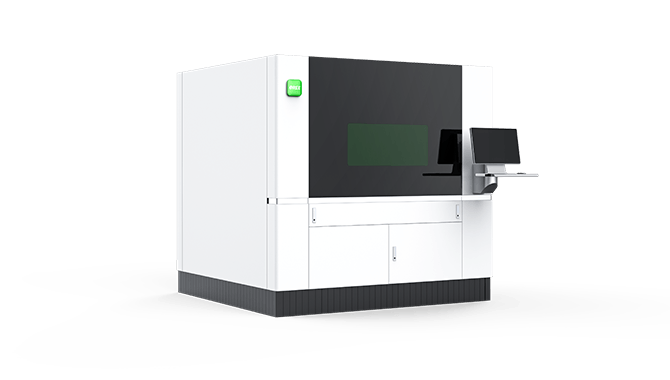
Bienvenue dans notre usine de découpe laser -OREE LASER