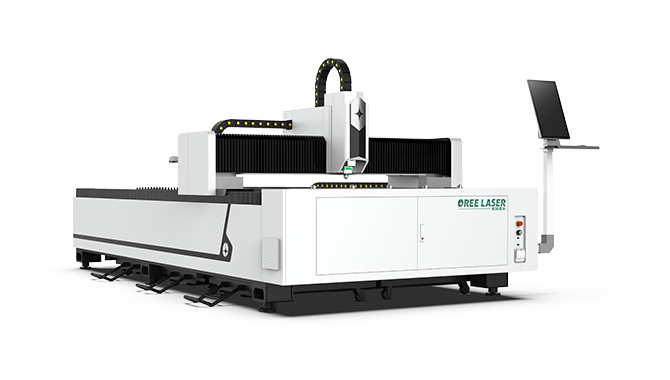
La découpe au laser utilise l’énergie laser pour couper le matériau pour obtenir la pièce désirée. Par exemple, l’acier inoxydable, l’acier au carbone, etc., le matériau irradié est rapidement fondu, vaporisé, ablaté ou atteint un point de combustion, et le matériau fondu est soufflé par un flux d’air à grande vitesse coaxial avec le faisceau, coupant ainsi la pièce à usiner.
Si le les paramètres du processus de découpe laser sont strictement contrôlés pendant le processus de découpe, la qualité de coupe peut être maintenue. Les paramètres de processus les plus importants affectant la qualité de la découpe de matériaux sont la vitesse de coupe, la puissance laser, la position de mise au point, la pression de gaz auxiliaire, la hauteur de buse et le diamètre de la buse. Les problèmes spécifiques et les méthodes de débogage pour la découpe de l’acier inoxydable et de l’acier au carbone sont les suivants.
Découpe laser fibre pour acier au carbone
L’acier inoxydable découpé au laser de fibre est une petite bavure régulière qui produit des gouttelettes.
les raisons et les solutions pour la condition qu’il y a quelques petites bavures régulières quand la découpe de laser de fibre.

1. si l’accent est trop bas, nous devrions soulever le focus.
2. Si le taux d’avance est trop élevé, nous devrions ralentir la vitesse.
3. Si la puissance n’est pas assez grande, nous devrions augmenter la puissance.
Les raisons et les solutions pour la condition qu’il y a de longs bavures irrégulières seulement sur un côté du tranchant

1. Si le désalignement de buse, nous devrions faire le centrage de buse
2. Si l’accent est trop élevé, nous devrions réduire le focus.
3. Si la pression d’air est trop faible, nous devrions augmenter la pression d’air.
4. Si la vitesse est trop faible, nous devrions accélérer la vitesse de coupe.
5. Si le diamètre de la buse est trop petit ou si le trou de buse n’est pas rond , nous devrions vérifier l’état du trou de buse avec une buse de plus grand diamètre.
Les raisons et les solutions pour la condition qu’il y a de longs bavures irrégulières des deux côtés, la décoloration de la surface de la feuille coupée.

1. Si le taux d’avance est trop lent, nous devrions augmenter la vitesse.
2. si l’accent est trop élevé, nous devrions réduire le focus.
3. Si la pression d’air est trop faible, nous devrions augmenter la pression d’air.
4. Si la buse est trop petite, nous devrions changer un plus grand.
les raisons des solutions pour la condition que le matériau de coupe au-dessus de la machine.

1. si l’accent est trop lent, nous devrions soulever le focus.
2. Si la puissance est trop petite, nous devrions augmenter la puissance.
3. Si le taux d’avance est trop grand, nous devrions réduire la vitesse.
Remarque: si la situation ci-dessus se produit, veuillez appuyer sur pause immédiatement pour éviter que les scories éclaboussures sur la mise au point Mirror.
les raisons et les solutions pour la condition que la couleur de bord de coupe est jaune.

1. Si la concentration d’azote n’est pas pure, nous devrions vérifier la pureté de l’azote
2. Si l’oxygène ou l’air dans la trachée, nous devrions vérifier si l’électrovanne d’oxygène ou de l’électrovanne d’air n’est pas serré.
Note: le principe de découpe au laser de l’alliage d’aluminium et le laiton est le même que celui de l’acier inoxydable, et les problèmes causés par la coupe sont similaires. La différence est qu’en raison de la grande réciprocité de l’alliage d’aluminium et de laiton, les autres paramètres sont similaires à ceux de l’acier inoxydable, aussi longtemps que nécessaire réduire la vitesse de coupe et d’introduire la vitesse de la ligne. Lors de la découpe de laiton au-dessus de 3mm, l’oxygène est recommandé pour le gaz auxiliaire.
Découpe laser fibre pour acier au carbone
Les raisons et les solutions pour la condition que le fond de la ligne de traction a un grand décalage et le bas de la coupe est large. 
1. Si le taux d’avance est trop élevé, nous devrions ralentir la vitesse.
2. Si la puissance est trop petite, nous devrions augmenter la puissance.
3. Si la pression d’air est trop faible, nous devrions augmenter la pression d’air.
4. si l’accent est trop élevé, nous devrions réduire le focus.
les raisons solutions pour la condition que les bavures sur la surface inférieure sont semblables à laitier, égouttement et facile à enlever.

1. Si le taux d’avance est trop élevé, nous devrions ralentir la vitesse.
2. Si la pression d’air est trop faible, nous devrions augmenter la pression d’air.
3. si l’accent est trop élevé, nous devrions réduire le focus.
les raisons et les solutions pour la condition que seulement les bavures d’un côté de la feuille coupée.

1. si l’alignement de la buse est incorrect, nous devrions faire la buse centrée.
2. Si la vitesse de la ligne d’introduction trop rapide ou l’introduction d’une manière erronée, nous devrions réduire la vitesse de ligne entrante ou changer le lead-in mode.
les raisons et les solutions à la condition que surface de coupe n’est pas précise.

1. Si la pression de l’air est trop élevée, nous devrions réduire la pression d’air.
2. si l’accent est trop élevé, nous devrions réduire la mise au point.
3. Si le diamètre de la buse est trop grand, nous devrions installer un.
les raisons et les solutions à la condition que la surface de coupe soit très rugueux.

1. si l’accent est trop élevé, nous devrions réduire la mise au point.
2. Si la pression d’air est trop élevée, nous devrions réduire la pression d’air.
3. Si le taux d’avance est trop lent, nous devrions augmenter la vitesse.
Note: le principe de coupe de l’acier structurel est le même que celui de l’acier au carbone Par conséquent, leur processus de découpe au laser peut être débogué en référence à l’acier au carbone, et les défauts de problème peuvent également être résolus en se référant à la méthode ci-dessus en acier au carbone.
Bienvenue dans notre usine de découpe laser -OREE LASER