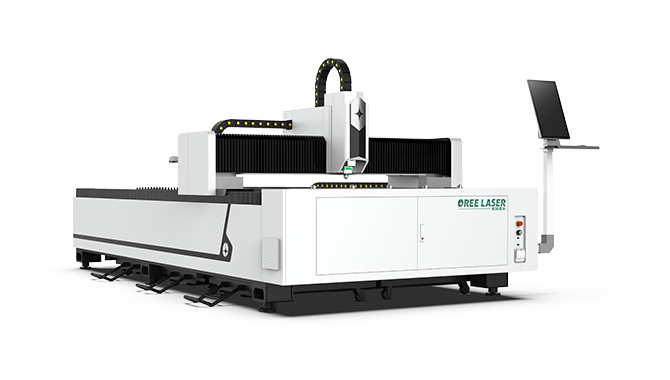
La machine de découpe laser est devenue la norme pour le traitement des tôles en raison de son efficacité de traitement élevée et de la qualité de coupe élevée des produits finis. Cependant, lorsque certains clients utilisent la découpe laser, il y a des bavures sur les surfaces avant et arrière du sous-matériau. Ces bavures affecteront non seulement l'efficacité du travail de l'équipe de production, mais devront également injecter plus de main-d'œuvre pour polir les bavures, ce qui est long et laborieux. Cette situation n'est pas causée par la machine de découpe laser elle-même, mais est due à un fonctionnement incorrect.
Dans le processus de traitement des plaques, la pureté du gaz auxiliaire de la machine de découpe laser et les paramètres des données de découpe affecteront la qualité du traitement. Alors qu'est-ce qu'une bavure?
La bavure est les particules de résidus qui ont fondu à la surface du matériau métallique et se sont solidifiées à nouveau --- l'énergie générée par le faisceau laser focalisé sur la surface de la pièce pour vaporiser la surface de la pièce et souffler les scories. En raison de mauvaises opérations de suivi, la masse fondue n'a pas été éliminée à temps et "fixée au mur" à la surface du sous-matériau.

1. Pression gaz-air auxiliaire, pureté
Lorsque le matériau de la ligne de coupe est fondu, le gaz auxiliaire expulse le laitier dans la rainure de coupe à la surface de la pièce. Si aucun gaz n'est utilisé, du laitier est généré après refroidissement du laitier. Par conséquent, la pression d'air du gaz doit être suffisante (trop petite pour souffler une adhérence propre, coupure; trop grande pour fondre-grandes lignes de section transversale, lignes diagonales), la pression d'air varie en fonction de la plaque, vous pouvez trouver la pression d'air appropriée grâce au test d'épreuve. Et le gaz auxiliaire doit être pur. L'impureté fait tourner la tête laser à une vitesse réduite sur la surface de la pièce (le gaz auxiliaire ne peut pas produire une réaction chimique suffisante avec les sous-matériaux), la vitesse devient lente, la coupe est rugueuse ou elle ne peut pas être coupée.
En outre, selon les informations pertinentes, il est connu que la règle de fluctuation de pression auxiliaire appropriée est:
● Lorsque l'oxygène (gaz auxiliaire) est utilisé pour couper la tôle d'acier au carbone:
Lorsque l'épaisseur de la plaque mince est augmentée de 1 mm à 5 mm, la plage de pression de coupe est séquentiellement réduite à 0,1-0,3 MPa, 0,1-0,2 MPa, 0,08-0,16 MPa, 0,08-0,12 MPa, 0,06-0,12 MPa;
Lorsque l'épaisseur de la tôle d'acier au carbone d'épaisseur moyenne est augmentée de 6 mm à 10 mm, les plages de pression de gaz-oxygène auxiliaires correspondantes sont séquentiellement réduites à 0,06-0,12 MPa, 0,05-0,10 MPa, 0,05-0,10 MPa;
● Lorsque l'azote (gaz auxiliaire) coupe la plaque en acier inoxydable:
Lorsque son épaisseur est augmentée de 1 mm à 6 mm, la pression de coupe passe de 0,8-2,0 MPa à 1,0-2,0 MPa à 1,2-2,0 MPa, ce qui est une coupe à haute pression.
2. Position de mise au point du paramètre 3.Parameter, position d'entrée de coupe
Une fois que le client a préparé la machine de découpe laser, il est préférable de laisser l'opérateur expérimenté déboguer l'équipement. Par conséquent, il est nécessaire d'ajuster au mieux les paramètres de coupe. La pression d'air, le débit, la distance focale et la vitesse de coupe doivent être ajustés plusieurs fois. Les pièces de haute qualité ne peuvent pas être coupées par les paramètres fournis par la machine.
Si la position de mise au point est trop élevée, la bavure "gonfle" et la bavure est très dure et les côtés ne sont pas lisses. Il est également nécessaire d'ajuster la position de mise au point plusieurs fois.
La ligne d'entrée doit être éloignée du sous-matériau pour éviter une surchauffe locale et des "boutons de fusion" doivent apparaître à l'arrière du sous-matériau. L'entrée est relative au trou d'arc pilote. Le trou d'amorçage de l'arc est également appelé "trou de départ de coupe". Le diamètre du trou d'amorçage de l'arc est plus grand que la fente normale. Par conséquent, pour améliorer la qualité de coupe et économiser le matériau en feuille, le trou d'amorçage de l'arc doit être placé à la ferraille du matériau en feuille. En outre, il existe deux façons d'introduire des lignes: les lignes droites et les arcs de cercle.

En général, lorsque la bavure apparaît à l'avant et à l'arrière du sous-matériau, elle peut être vérifiée et résolue sous les aspects suivants:
1.Il y a un écart dans la position de haut en bas du foyer du faisceau.
2.La puissance de sortie de la machine de découpe laser n'est pas suffisante.
3.La vitesse de coupe de la machine de découpe est trop lente.
4. La pureté du gaz auxiliaire n'est pas suffisante.
5. Opération de fatigue de la machine de découpe laser.

La machine de découpe laser à fibre est une méthode de découpe précise. Souvent, les erreurs de données entraînent un comportement anormal de leurs opérations. Par conséquent, un travail strict doit être effectué pour réduire les erreurs.
Bienvenue dans notre usine de découpe laser -OREE LASER